
Qual è la differenza tra pressione idraulica, specifica e di cavità?
Non tutte le pressioni sono uguali. Ci sono varie parti della macchina per lo stampaggio a iniezione in cui monitoriamo la pressione, ed è importante esaminare ciascuna di esse individualmente per capire meglio cosa sta accadendo alla plastica all’interno dello stampo.
Esaminiamo i tre tipi di pressione sulla macchina (idraulica, specifica e di cavità) e ciò che li differenzia (rapporto di intensificazione e perdita di pressione).
Tipi di pressione
Pressione idraulica: la pressione nel cilindro di iniezione, generata dalla resistenza al flusso di olio erogato da una pompa idraulica.

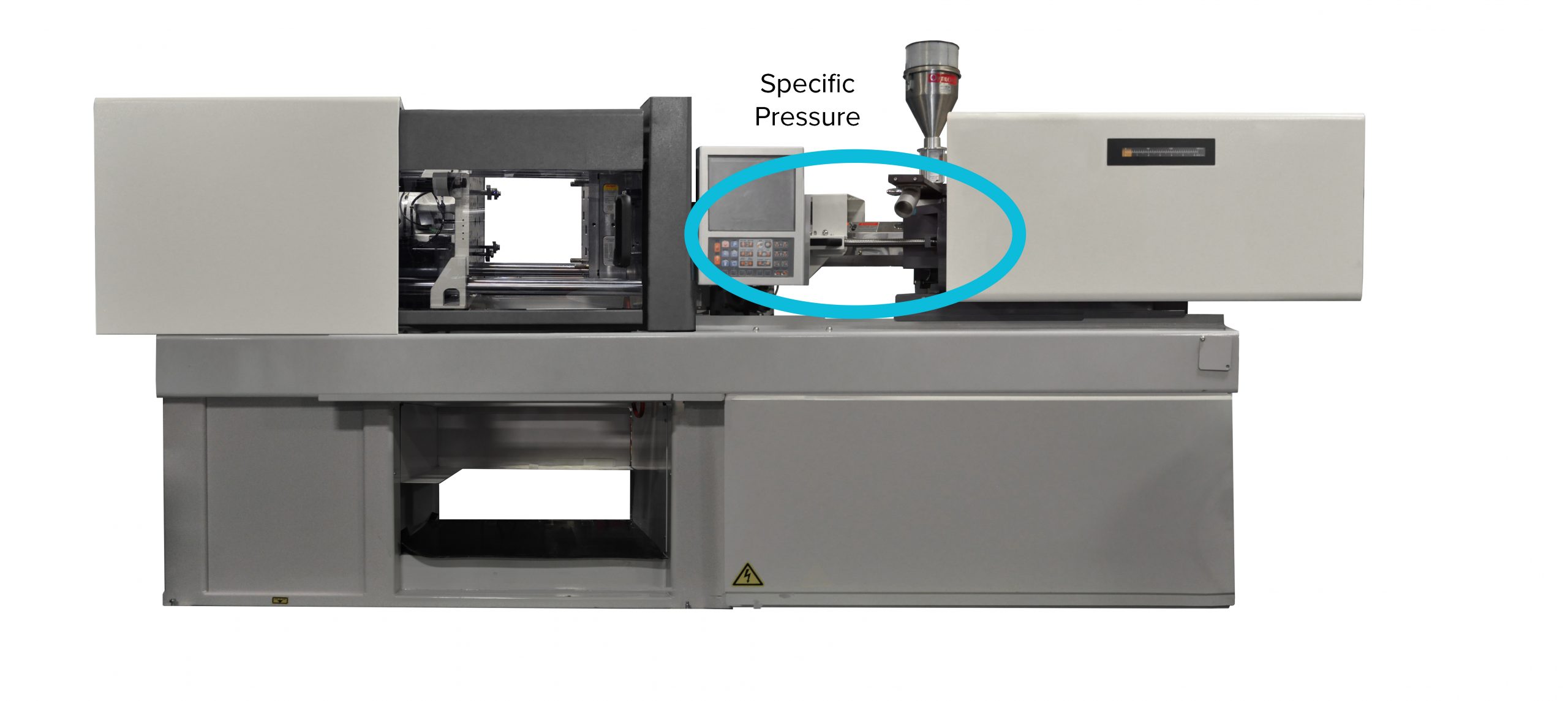
Pressione specifica: Conosciuta anche come pressione di iniezione o pressione della plastica, si tratta della pressione effettiva del materiale all’interno del gruppo vite e barile, generata da una resistenza al flusso di plastica davanti alla vite durante l’iniezione. In genere, le macchine di stampaggio a iniezione idraulica visualizzano la pressione dell’olio idraulico. Alcune visualizzano anche la pressione specifica. Le macchine di stampaggio a iniezione servoelettriche visualizzano la pressione di iniezione specifica, non la pressione dell’olio idraulico.
La pressione specifica è importante da conoscere, perché consente di documentare la pressione della plastica al momento dell’iniezione e di selezionare una macchina adatta.
Pressione della cavità: la pressione effettiva del materiale all’interno delle cavità di stampaggio. Per misurarla, lo stampo deve essere strumentato con sensori di pressione.

Qual è la differenza tra questi? La pressione non dovrebbe essere la stessa per tutti? No.
Se si osserva un sistema di controllo del processo di stampaggio a iniezione (come CoPilot), si può notare che le misurazioni tra questi tre tipi di pressione variano notevolmente. Ciò è dovuto al rapporto di intensificazione e alla perdita di pressione.
Rapporto di intensificazione
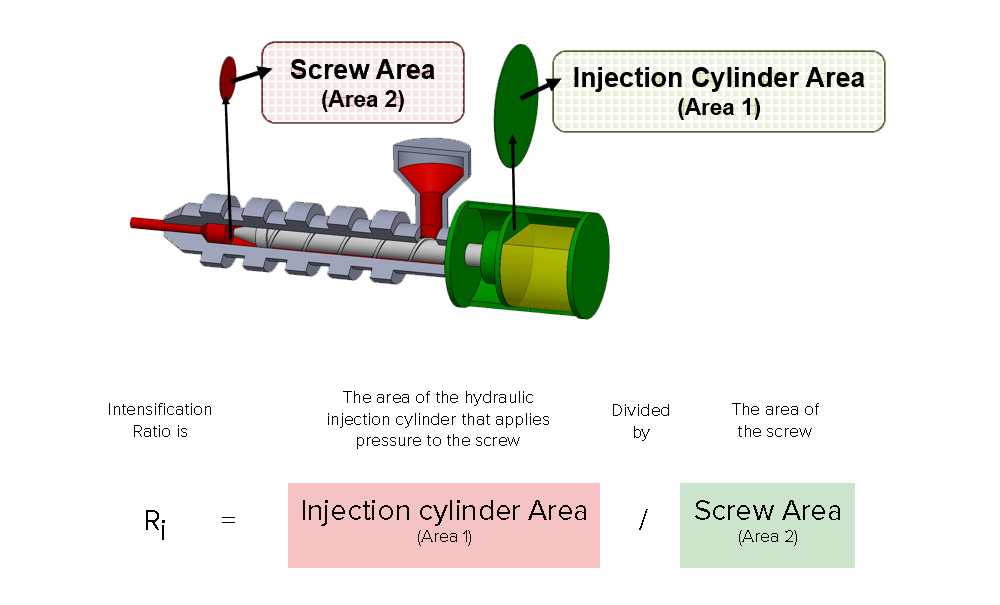
Il rapporto di intensificazione è il rapporto tra l’area del cilindro di iniezione e l’area del gruppo della punta della vite. Il cilindro di iniezione sarà sempre più grande e il gruppo della punta della vite sarà sempre più piccolo, per cui la pressione viene intensificata.
Pensi a questo come all’uso di un tagliere per piantare un chiodo rispetto all’uso di un martello. Si può esercitare la stessa forza, ma il martello trasferirà una pressione maggiore perché c’è meno spazio per diffondere l’energia.
Ogni macchina per lo stampaggio a iniezione ha un rapporto di intensificazione. È importante conoscere questo rapporto prima di impostare un processo. Per determinare il rapporto di intensificazione, si può utilizzare una semplice formula:
Perdita di pressione
La perdita di pressione è quando (avete indovinato) si perde pressione durante il riempimento di un pezzo. La pressione inizia a diminuire nel momento in cui esce dall’ugello.
Quando la plastica esce dall’ugello, si trova a una pressione significativamente più alta rispetto a quando raggiunge il gate. Perdiamo pressione attraverso l’orifizio della punta dell’ugello, la materozza, il sistema di canali e il cancello. Più ci si allontana dalla canna, più la pressione diminuisce. Quindi, come può immaginare, la pressione della cavità è significativamente più bassa della pressione specifica.
Conclusione
Prendendo in considerazione le pressioni idrauliche, specifiche e di cavità, nonché il rapporto di intensificazione e la perdita di pressione, è possibile ottenere un quadro abbastanza chiaro di ciò che accade alla plastica mentre si muove attraverso la macchina di stampaggio a iniezione.
Guardi il nostro video su YouTube su questo argomento.