Qual è la differenza tra i cordoni di giunzione e di fusione e perché è importante conoscerla?
A cura di Jeremy Williams, consulente/formatore
Nel settore dello stampaggio a iniezione della plastica, lavoriamo con materie prime che sono sottoprodotti della raffinazione del petrolio e con stampi realizzati in metallo fuso. È quindi inevitabile che la terminologia che utilizziamo possa creare un po’ di confusione.
Tre termini che spesso possono essere confusi tra loro sono i cordoni di saldatura, di fusione e di giunzione. I cordoni di saldatura e di giunzione sono in realtà entrambi cordoni di saldatura, ma di tipo diverso. Esaminiamo ora più attentamente le cause dei difetti dei cordoni di fusione e di giunzione, quale impatto hanno sulla resistenza dei pezzi e qual è la differenza tra di essi.
Quali sono le cause di difetto dei cordoni di giunzione e di fusione?
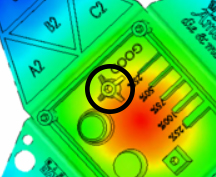
Come molte delle contradizzioni tra le parti, queste caratteristiche indesiderate affondano le sue radici nella progettazione del prodotto. Il nostro materiale viene infatti iniettato attraverso un punto di iniezione, per poi fluire nella cavità e attorno a varie strutture, come fori o boccole (vedere Figura 1).
Se in un cordone di giunzione è presente in un raccordo filettato, probabilmente quest’ultimo si strapperà nel momento in cui una vite verrà avvitata al suo interno, determinando così la difettosità del componente.
Nel settore automobilistico, ciò si traduce in componenti che si urtano, cigolano o sbattono.
In campo elettronico, il raccordo filettato strappato non permetterà la corretta compressione della guarnizione, danneggiando così la preziosa scheda del circuito stampato (PCB) a causa della penetrazione di acqua.
Se questo difetto si verifica nella scanalatura di un O-ring all’interno di un circuito idraulico, il liquido potrà trasudare e quindi gocciolare lentamente.
Nel settore dei raccordi per tubi, se i difetti non vengono gestiti correttamente, i raccordi non supereranno la prova di scoppio o di deformazione, con conseguente anomalia del prodotto nell’uso da parte del cliente.
Figura 1: raccordo filettato
Tutto questo è simile all’acqua di un torrente che scorre e dal quale sporge una roccia in superficie. Una volta che l’acqua colpisce la roccia, il flusso del torrente deve dividersi, girare attorno alla roccia per poi ricongiungersi subito dopo.
Ciò su cui vogliamo concentrarci è il momento del ricongiungimento per stabilire se si tratta di un cordone di giunzione o di fusione.
Cordone di fusione
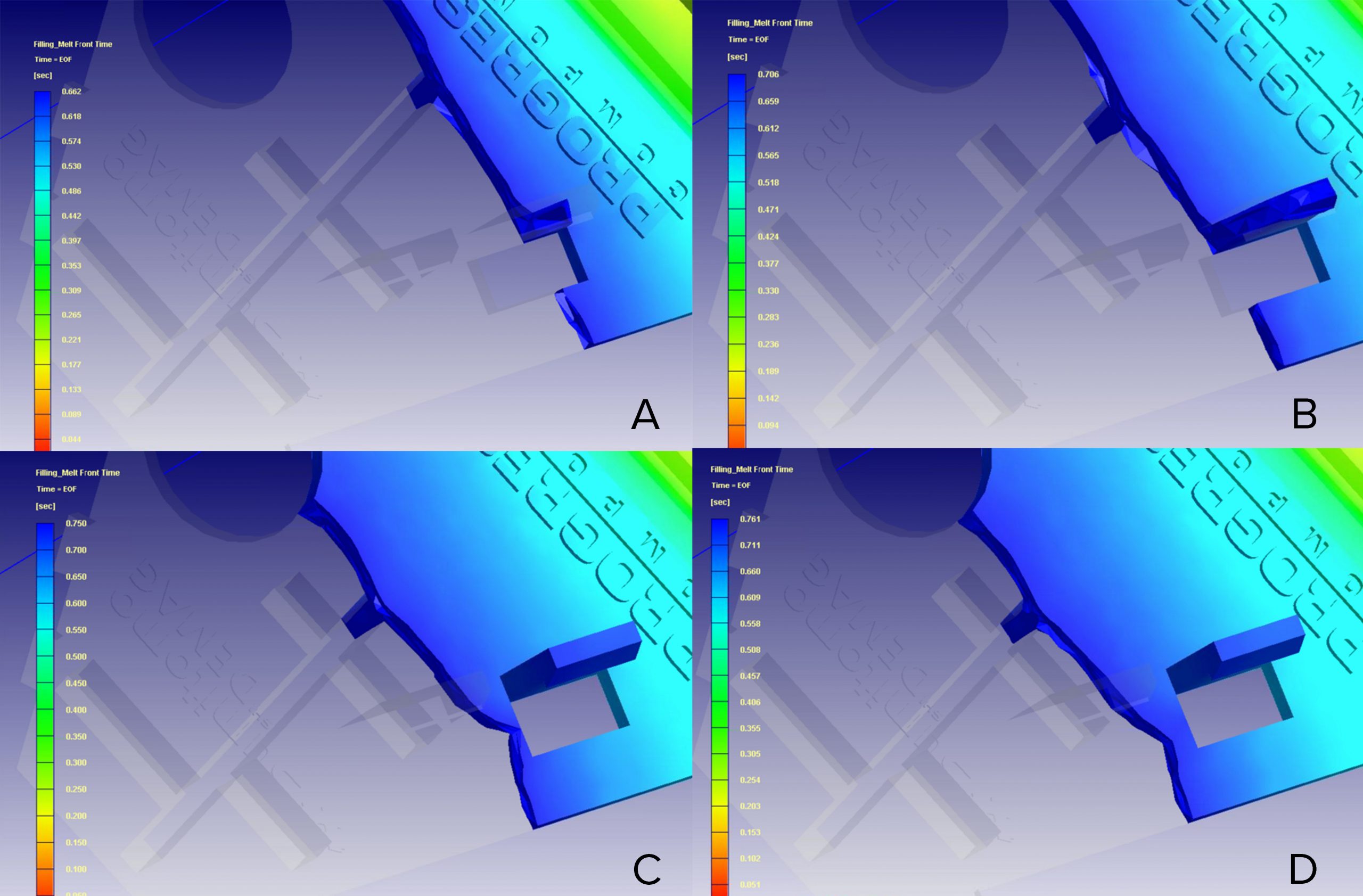
Un cordone di fusione è definito come l’incontro di due fronti di flusso dopo che il flusso di plastica è stato diviso da una struttura presente all’interno del disegno del pezzo. Immaginate di guidare sull’autostrada dopo una lunga giornata in ufficio – tutti guidano nella stessa direzione e devono capire come arrivarci senza danni. Nella Figura 2, possiamo vedere come il fronte di flusso si divide a causa del nucleo rettangolare sporgente per poi ricongiungersi di nuovo appena superato. Poiché all’interno della cavità dello stampo c’è più spazio, il fronte di flusso continua ad avanzare, creando un nuovo fronte di flusso.
Figura 2: il materiale scorre intorno e si ricongiunge dopo avere oltrepassato il nucleo rettangolare sporgente, continuando a scorrere e formando un cordone di fusione
Questo cordone non è così resistente come un flusso ininterrotto. Poiché il fronte di flusso può congiungersi e continuare a scorrere attraverso la cavità, c’è una maggiore possibilità di potere applicare pressione a quest’area per aumentarne la resistenza.
Cordone di giunzione
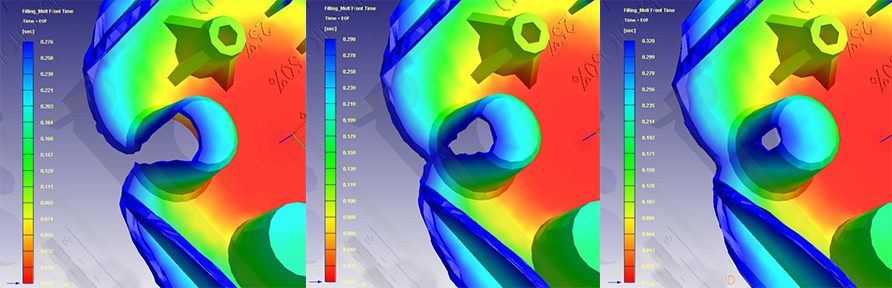
Un cordone di giunzione è quando due fronti di flusso si incontrano, ma, invece di fondersi, quello che succede è più simile a un scontro frontale a un incrocio con segnali di stop su tutti e quattro i lati. Questa non è una bella cosa e non potrà finire bene.
Figura 3: materiale che scorre attorno al nucleo in posizione verticale
Quando questi due fronti di flusso si incontrano, la geometria della cavità non presenta più spazio in cui fluire, e pertanto risulta difficile applicare pressione a questa zona del pezzo.
Scelta del materiale
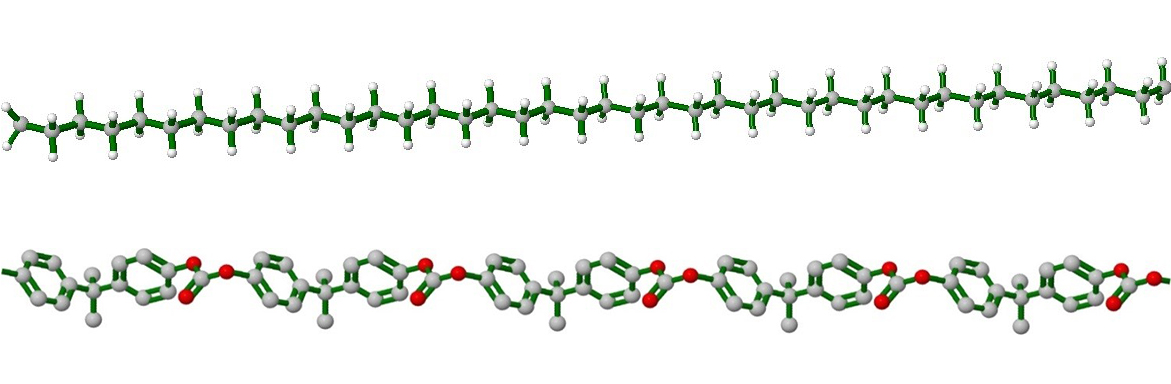
Alcune materie prime sono meno sensibili di altre in termini di resistenza. I materiali (HDPE, PP, POM) con struttura più aerodinamica (come mostrato in Figura 4) danno luogo in genere a una maggiore resistenza perché le catene di polimeri possono legarsi più facilmente. Le strutture casuali con gli anelli di benzene contenuti in altre materie prime (PC, PMMA, ABS) riducono la capacità delle catene polimeriche di congiungersi facilmente. Questi anelli di benzene aumentano anche la viscosità, riducono il tasso di ritiro e, ad eccezione dei cordoni di giunzione e/o di fusione, aumentano la resistenza.
Figura 4: in alto, struttura aerodinamica HDPE in basso, PC con struttura casuale
Materiali che hanno sostanze di riempimento fisiche come vetro, carbonio, scaglie di metallo, ecc. riducono la capacità di influenzare positivamente la resistenza di un cordone di giunzione o di fusione. Questo avviene per diversi motivi.
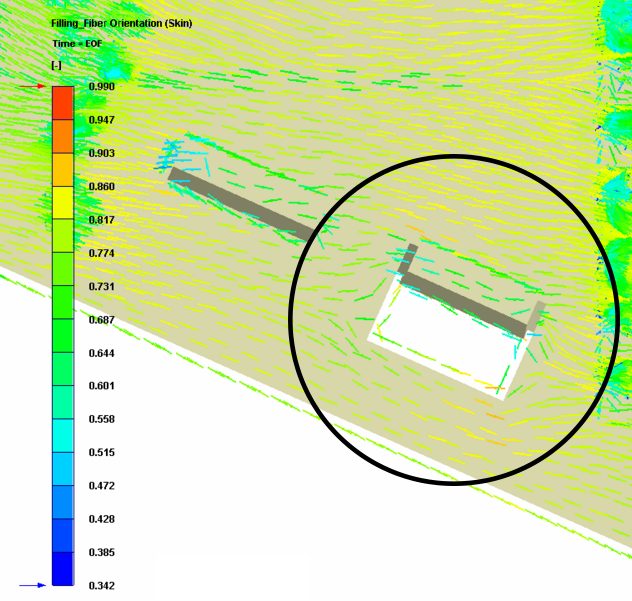
In primo luogo, le temperature a cui lavoriamo la maggior parte dei termoplastici (da 400 a 600o F) sono notevolmente inferiori al punto di fusione della maggior parte dei tipi di riempitivi (il punto di fusione del vetro è da 2552 a 2912o F) …se riescono a fondersi. In questa situazione, non solo abbiamo una struttura all’interno della cavità che ostacola il flusso di plastica, ma abbiamo un solido sospeso nel fronte di flusso, che crea ulteriore scompiglio. Pertanto, è necessario verificare l’orientamento delle fibre a monte di questa struttura e capire come queste differiscono a valle della struttura (vedere Figura 5).
Figura 5: orientamento delle fibre a monte e a valle della struttura sporgente
La chiave per capire i cambiamenti di forza in un componente che è stato compromesso è capire la causa di rottura dei campioni di prova e come vengono raccolti i dati.
La prova d’urto Izod, mostrata sotto in Figura 6, utilizza un pendolo ponderato per urtare un campione. I valori forniti indicano la quantità di energia necessaria per rompere il campione, di solito in ft-lb/in2. Quanta più energia è necessaria per rompere il campione, tanto più resistente è il materiale.
Figura 6: apparecchiatura per prove d’urto Izod
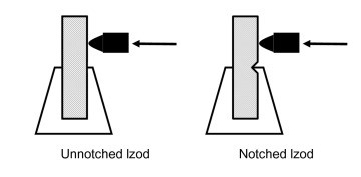
Un’altra area che dobbiamo esaminare è quella dei dati ASTM dei campioni con intaglio e senza intaglio, mostrati qui sotto in Figura 7. Gli elementi che producono polimeri determinano la misura a cui la resistenza viene mantenuta grazie alla loro disposizione e ai loro legami. Un cordone di giunzione è simile a un intaglio nel campione ASTM.
Figura 7: campioni di prova ASTM
Anche se un pezzo stampato con un cordone di giunzione non si comporterà esattamente come il provino, la scheda tecnica ci mostrerà fino a che punto la resistenza potrebbe andare perduta.
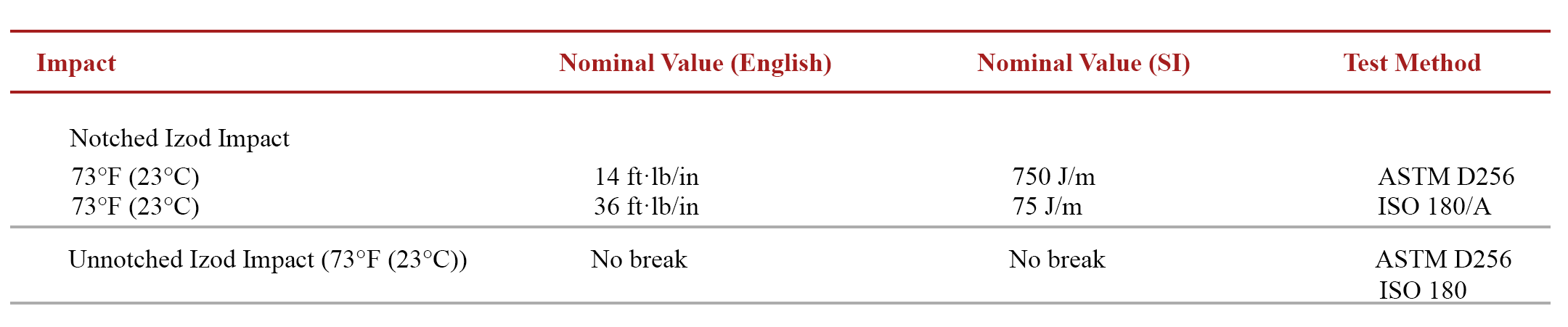
Per esempio, ci sono alcuni materiali che hanno una resistenza così alta che un provino non intagliato non può essere rotto nella prova ASTM, anche se il valore del provino intagliato è estremamente basso. Un esempio in tal senso è il PC utilizzato nel settore medico (vedi Tabella 1 in basso).
Tabella 1: Calibre™ MEGARAD™ 2081-15
Altri materiali, come il PP indicato nella Tabella 2 in basso, possono rompersi con il metodo di prova ASTM sia quando sono intagliati sia quando non lo sono.
Tabella 2: Gapex® HP RPP20EU98HB
Nessuno di questi materiali è inadeguato, ma dobbiamo comprendere i loro limiti e sapere progettare correttamente per raggiungere l’obiettivo desiderato.
Quello a cui guardiamo per le indicazioni di forza è la caduta tra il campione non intagliato e quello intagliato. Questo può aiutarci a capire quanto debole possa essere un cordone di giunzione rispetto a un flusso ininterrotto di plastica.
Progettazione dello stampo
La posizione del punto di iniezione ha una forte influenza sulla posizione in cui il cordone di giunzione o di fusione si troverà all’interno della geometria di un pezzo. Attraverso l’uso di simulazioni di flusso, siamo in grado di prevedere dove queste possono verificarsi. Tuttavia, la scelta delle posizioni dei punti di iniezione può essere basata sulla funzionalità del pezzo, in modo da posizionare i cordoni di giunzione o di fusione in aree critiche per una corretta funzionalità.
Lavorazione
Migliorare la resistenza dei cordoni di giunzione o di fusione può essere estremamente difficile dal punto di vista della lavorazione perché un gran numero di fattori sono già fissati in modo definitivo, come la geometria del pezzo, la posizione del canale di colata, il percorso del flusso e la materia prima Il meglio in cui possiamo sperare è di applicare pressione al cordone di giunzione o di fusione attraverso una combinazione di temperatura di fusione, temperatura dello stampo, portata e pressione di mantenimento.
Conclusione
La differenza tra un cordone di giunzione e un cordone di fusione è significativa e ha un impatto notevole sull’integrità strutturale del pezzo. I cordoni di giunzione e di fusione fanno parte del processo di stampaggio ad iniezione della plastica. A causa dei requisiti del prodotto, la loro eliminazione è spesso difficile. Tuttavia, grazie alla stretta collaborazione tra progettista dei prodotti, attrezzista e stampatore a iniezione, è certamente possibile raggiungere ottimi successi.
Related Posts:
Cookie Consent
Utilizziamo cookie essenziali per far funzionare questo sito e, con il suo consenso, cookie non essenziali per migliorare le prestazioni e analizzare il traffico.
Preferenze sui cookie
Gestisci le tue preferenze sui cookie qui sotto:
Essential cookies enable basic functions and are necessary for the proper function of the website.
Name
Description
Duration
Cookie Preferences
This cookie is used to store the user's cookie consent preferences.
30 days
Google Tag Manager simplifies the management of marketing tags on your website without code changes.
Name
Description
Duration
cookiePreferences
Registers cookie preferences of a user
2 years
td
Registers statistical data on users' behaviour on the website. Used for internal analytics by the website operator.
session
Statistics cookies collect information anonymously. This information helps us understand how visitors use our website.
Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager
1 minute
_gac_
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
SourceBuster is used by WooCommerce for order attribution based on user source.
Name
Description
Duration
sbjs_first
Traffic origin information for the visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current
Traffic origin information for the visitor’s current visit to your store
session
sbjs_first_add
Timestamp, referring URL, and entry page for your visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current_add
Timestamp, referring URL, and entry page for your visitor’s current visit to your store
session
sbjs_migrations
Technical data to help with migrations between different versions of the tracking feature
session
sbjs_session
The number of page views in this session and the current page path
30 minutes
sbjs_udata
Information about the visitor’s user agent, such as IP, the browser, and the device type